




Đồng hồ đo độ sâu – Thiết bị xác định chiều sâu chính xác trong gia công và kiểm tra cơ khí
Trong gia công cơ khí chính xác, việc kiểm soát kích thước chiều sâu lỗ, rãnh và bậc chi tiết quyết định trực tiếp khả năng lắp ghép và độ bền vận hành. Đồng hồ đo độ sâu là giải pháp đo kiểm chuyên dụng giúp kỹ thuật viên xác nhận kích thước nhanh, chính xác và lặp lại ổn định ngay tại công đoạn sản xuất. Thương Tín cung cấp đa dạng dụng cụ đo chiều sâu chính hãng, từ cơ khí đến điện tử, đáp ứng nhu cầu kiểm tra từ xưởng gia công đến nhà máy sản xuất chính xác.
Giới thiệu chung về đồng hồ đo độ sâu
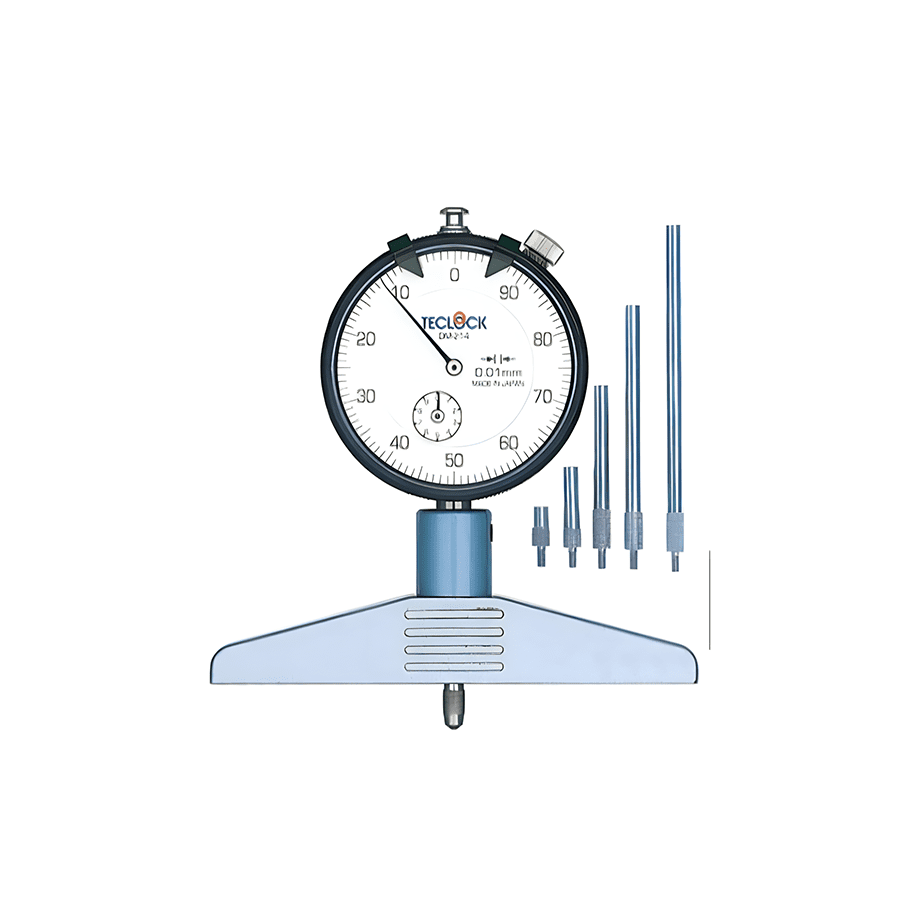
Đồng hồ đo độ sâu là dụng cụ đo cơ khí chính xác dùng để xác định khoảng cách từ bề mặt chuẩn đến đáy lỗ, rãnh hoặc bậc chi tiết. Thiết bị thường xuất hiện trong gia công cơ khí, kiểm tra khuôn mẫu, chế tạo máy và bảo trì thiết bị – nơi yêu cầu kiểm soát độ sâu chính xác đến từng phần trăm milimet.
Về cấu tạo, dụng cụ gồm đế chuẩn phẳng đặt trên bề mặt chi tiết, thước đo hoặc thanh đo di chuyển theo phương vuông góc và cơ cấu hiển thị (thang cơ khí, đồng hồ kim hoặc màn hình điện tử). Nguyên lý hoạt động dựa trên việc truyền chuyển động tịnh tiến của đầu đo thành giá trị chiều dài hiển thị, đảm bảo phép đo trực tiếp, nhanh và độ lặp lại cao.
Vì sao cần có thiết bị đo độ sâu
Trong gia công và kiểm tra kỹ thuật, các kích thước chiều sâu như lỗ khoan, rãnh then, bậc vai hoặc hốc lắp ghép ảnh hưởng trực tiếp đến khả năng lắp ráp và độ bền cơ học. Nếu không có dụng cụ đo chuyên dụng, việc kiểm tra thường phải ước lượng hoặc dùng thước thông thường – vừa sai số lớn vừa khó lặp lại.
Sử dụng dụng cụ đo chiều sâu chuyên dụng giúp kỹ thuật viên xác nhận kích thước đúng bản vẽ ngay tại công đoạn, giảm phế phẩm và tránh tháo lắp thử nhiều lần. Điều này đặc biệt quan trọng trong sản xuất chính xác, nơi dung sai chiều sâu thường chỉ vài phần trăm milimet.
Khi sử dụng thiết bị không đạt chuẩn gây ra hậu quả gì?
Khi dụng cụ đo chiều sâu không đạt độ chính xác hoặc độ ổn định cần thiết, sai lệch kích thước lỗ và rãnh sẽ xảy ra ngay từ công đoạn gia công. Chi tiết có thể không lắp được do thiếu chiều sâu, hoặc lắp lỏng/kẹt do dư chiều sâu so với bản vẽ. Trong các cơ cấu truyền động và lắp ghép chính xác, sai số này còn gây lệch tâm, phân bố tải không đều, dẫn đến rung động, ồn và mài mòn nhanh hơn bình thường. Hậu quả trực tiếp là phải gia công lại hoặc loại bỏ chi tiết, làm tăng chi phí vật liệu, nhân công và thời gian sản xuất.
Đối với khuôn mẫu và chi tiết yêu cầu dung sai chặt, sai lệch chiều sâu dù rất nhỏ cũng có thể làm thay đổi vị trí làm việc của các bề mặt chức năng. Điều này khiến sản phẩm tạo hình sai kích thước, bề mặt không đạt hoặc biến dạng sau khi lắp ráp. Nguy hiểm hơn, lỗi chiều sâu thường khó phát hiện sớm nếu chỉ kiểm tra ngoại quan, nên có thể dẫn đến lỗi hàng loạt trong sản xuất, kéo theo chi phí sửa khuôn, dừng máy và trễ tiến độ giao hàng.
Về dài hạn, việc sử dụng thiết bị đo kém chuẩn còn làm suy giảm hệ thống kiểm soát chất lượng của doanh nghiệp. Kết quả đo thiếu tin cậy khiến dữ liệu kiểm tra không phản ánh đúng thực tế, dẫn đến quyết định kỹ thuật sai lệch và khó truy vết nguyên nhân lỗi. Khi sản phẩm lỗi đến tay khách hàng, uy tín thương hiệu và niềm tin thị trường bị ảnh hưởng nghiêm trọng. Vì vậy, đầu tư dụng cụ đo chiều sâu chính xác và ổn định không chỉ là yêu cầu kỹ thuật mà còn là yếu tố bảo vệ chất lượng và hình ảnh doanh nghiệp.
Hướng dẫn sử dụng
Để phép đo đạt độ chính xác cao và lặp lại ổn định, người dùng nên thực hiện theo quy trình chuẩn sau:
- Bước 1: Làm sạch bề mặt chuẩn và đáy lỗ/rãnh cần đo, loại bỏ dầu, bụi hoặc ba via.
- Bước 2: Đặt đế dụng cụ áp sát và phẳng hoàn toàn trên bề mặt chuẩn của chi tiết.
- Bước 3: Hạ thanh đo từ từ đến khi đầu đo chạm đáy lỗ hoặc đáy rãnh.
- Bước 4: Giữ vị trí ổn định, đọc giá trị trên thang đo hoặc màn hình.
- Bước 5: Nhấc dụng cụ thẳng đứng, tránh kéo lê gây mòn đầu đo.
Ứng dụng thực tế
Trong sản xuất và kiểm tra kỹ thuật hiện đại, việc kiểm soát kích thước chiều sâu đóng vai trò quan trọng để đảm bảo khả năng lắp ghép, độ bền và độ chính xác vận hành của chi tiết. Dụng cụ đo độ sâu vì vậy được ứng dụng rộng rãi ở nhiều công đoạn và lĩnh vực khác nhau. Dưới đây là những ứng dụng tiêu biểu trong thực tế sản xuất:
Gia công cơ khí chính xác
Trong các nguyên công tiện, phay, khoan và doa, chiều sâu lỗ và rãnh là thông số quyết định độ ăn khớp của chi tiết lắp ghép. Việc đo trực tiếp ngay tại máy giúp kỹ thuật viên xác nhận kích thước đạt dung sai bản vẽ, hạn chế sai số tích lũy giữa các công đoạn và giảm nguy cơ phải gia công lại.
Ở môi trường sản xuất hàng loạt, dụng cụ đo còn được dùng để kiểm soát mẫu đầu và kiểm tra định kỳ trong ca sản xuất. Nhờ đó, sai lệch do mòn dao, lệch gá hoặc trôi kích thước máy được phát hiện sớm, giúp ngăn ngừa lỗi hàng loạt và duy trì ổn định chất lượng sản phẩm.
Chế tạo khuôn và khuôn mẫu
Khuôn ép nhựa, khuôn dập hay khuôn đúc thường có nhiều hốc sâu và bậc phức tạp, yêu cầu độ chính xác cao về chiều sâu để đảm bảo hình dạng sản phẩm. Dụng cụ đo độ sâu cho phép kiểm tra trực tiếp các vị trí khó tiếp cận, giúp xác nhận kích thước khuôn đạt yêu cầu thiết kế trước khi đưa vào sản xuất.
Trong quá trình sử dụng khuôn, bề mặt hốc và bậc làm việc sẽ mòn dần theo thời gian. Việc đo kiểm định kỳ giúp đánh giá mức độ hao mòn thực tế, từ đó nhà sản xuất có cơ sở quyết định sửa chữa, đánh bóng hoặc thay thế khuôn đúng thời điểm, tránh ảnh hưởng đến chất lượng sản phẩm.
Kiểm tra và bảo trì thiết bị
Trong công tác bảo trì cơ khí, nhiều chi tiết như ổ lắp, rãnh then, bậc chặn hoặc hốc lắp bạc cần được kiểm tra chiều sâu sau thời gian vận hành. Phép đo này giúp xác định mức mòn hoặc biến dạng do tải trọng và ma sát, đặc biệt ở các vị trí làm việc liên tục.
Dựa trên số liệu đo định lượng, kỹ thuật viên có thể đánh giá chính xác tình trạng chi tiết và lựa chọn phương án sửa chữa phù hợp. Việc kiểm soát chiều sâu trong bảo trì không chỉ giúp kéo dài tuổi thọ thiết bị mà còn giảm nguy cơ hỏng hóc đột ngột và thời gian dừng máy ngoài kế hoạch.
Cách chọn dụng cụ đo phù hợp
Để lựa chọn đúng dụng cụ đo độ sâu cho nhu cầu kiểm tra cơ khí, người dùng nên đánh giá đồng thời phạm vi đo, độ chính xác yêu cầu và điều kiện làm việc thực tế. Các tiêu chí quan trọng gồm:
- Dải đo: chọn dải đo bao phủ chiều sâu lỗ/rãnh thường gặp trong công việc. Ví dụ sản xuất chi tiết nhỏ có thể chọn 0–150 mm; gia công khuôn hoặc chi tiết lớn nên chọn 0–300 mm hoặc hơn để tránh thiếu hành trình đo.
- Độ phân giải và độ chính xác: công việc cơ khí thông thường có thể dùng loại cơ khí 0,02 mm; kiểm tra khuôn mẫu, chi tiết chính xác hoặc QC nên chọn loại điện tử 0,01 mm hoặc tốt hơn để đọc số nhanh và giảm sai số người đọc.
- Kiểu hiển thị: thước cơ bền và ít phụ thuộc môi trường; đồng hồ kim dễ quan sát sai lệch nhỏ; màn hình số đọc trực tiếp, phù hợp đo lặp lại nhiều và ghi chép dữ liệu. Nên chọn theo thói quen sử dụng và yêu cầu kiểm tra.
- Đế đo: đế cần rộng, phẳng và cứng để đảm bảo tiếp xúc ổn định trên bề mặt chuẩn. Với bề mặt hẹp hoặc có bậc, nên chọn loại đế thay thế hoặc đế mỏng chuyên dụng để đặt đo chính xác.
- Vật liệu và độ bền: thân và thanh đo bằng thép không gỉ hoặc thép tôi cứng giúp chống mài mòn, chống gỉ và giữ độ chính xác lâu dài trong môi trường xưởng.
- Môi trường làm việc: nếu đo trong môi trường có dầu, bụi kim loại hoặc rung động, nên ưu tiên loại kín, chống bám bẩn và có kết cấu chắc chắn để duy trì độ ổn định và tuổi thọ dụng cụ.
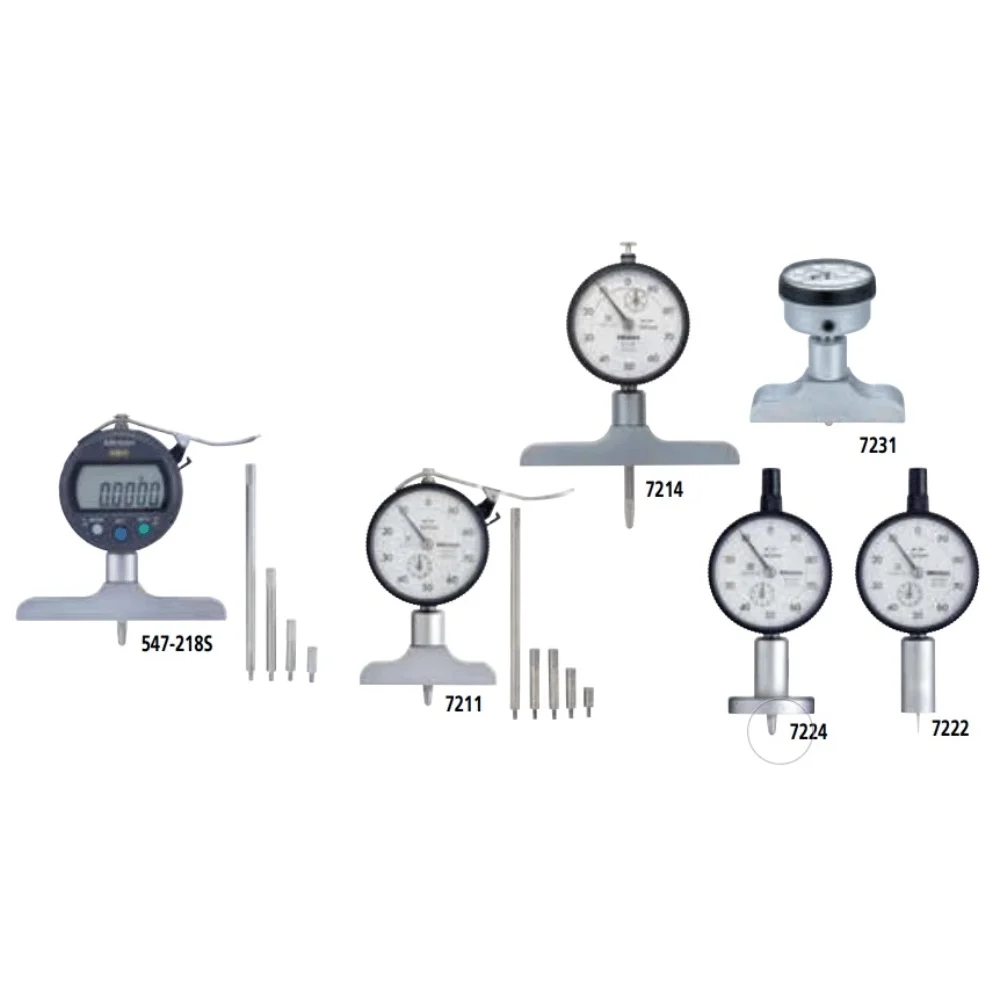
Các thương hiệu phổ biến
Trong số các thương hiệu đồng hồ đo độ dày uy tín trên thị trường, nổi bật có Teclock, Mitutoyo và Peacock – đều đến từ Nhật Bản, nổi tiếng về độ chính xác và độ bền trong đo kiểm công nghiệp.
- Teclock là thương hiệu Nhật Bản chuyên sản xuất đồng hồ so, đồng hồ đo độ dày và thiết bị đo cơ khí chính xác. Sản phẩm của hãng được đánh giá cao nhờ cơ cấu truyền động ổn định, lực đo chuẩn hóa và độ lặp lại tốt, phù hợp cho kiểm tra chiều dày vật liệu mềm, cao su, nhựa, giấy hoặc kim loại mỏng trong sản xuất và phòng kiểm tra chất lượng.
- Mitutoyo là tập đoàn đo lường hàng đầu thế giới với danh mục thiết bị đo cơ khí và điện tử rất rộng, bao gồm đồng hồ đo độ dày tiếp xúc và không tiếp xúc. Đồng hồ đo độ dày Mitutoyo nổi bật về độ chính xác cao, tuổi thọ cơ khí bền bỉ và tiêu chuẩn hiệu chuẩn nghiêm ngặt, được sử dụng phổ biến trong cơ khí chính xác, ô tô và kiểm soát chất lượng công nghiệp.
- Peacock (Ozaki) là thương hiệu lâu đời của Nhật chuyên về đồng hồ so và đồng hồ đo độ dày cơ khí. Thiết bị Peacock có thiết kế chắc chắn, thang chia rõ ràng và lực đo ổn định, phù hợp cho đo độ dày tấm kim loại, nhựa, da, cao su và vật liệu công nghiệp trong môi trường sản xuất.
Một số dòng dụng cụ đo chiều sâu phổ biến đang được ưa chuộng
Để đáp ứng đa dạng nhu cầu đo kiểm chiều sâu trong cơ khí chính xác, Teclock phát triển cả dòng điện tử hiện đại và dòng cơ khí truyền thống – mỗi loại tối ưu cho từng môi trường sử dụng và thói quen đo khác nhau. Dưới đây là hai model tiêu biểu được ưa chuộng trong xưởng gia công và phòng QC:
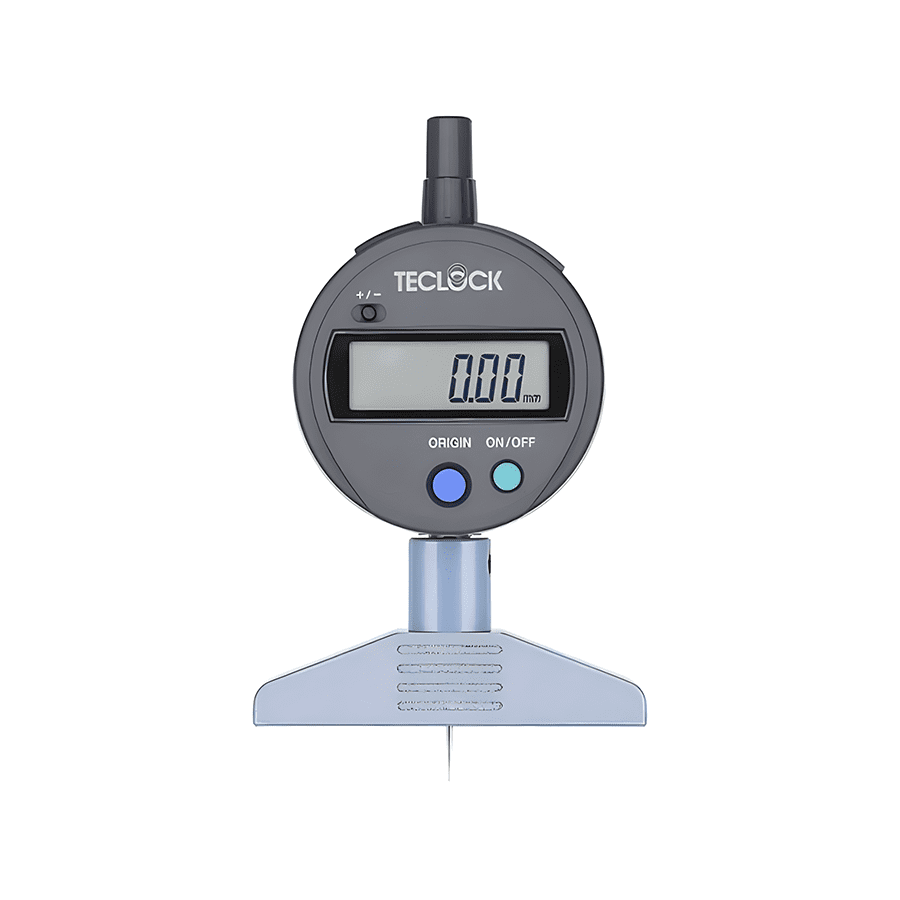
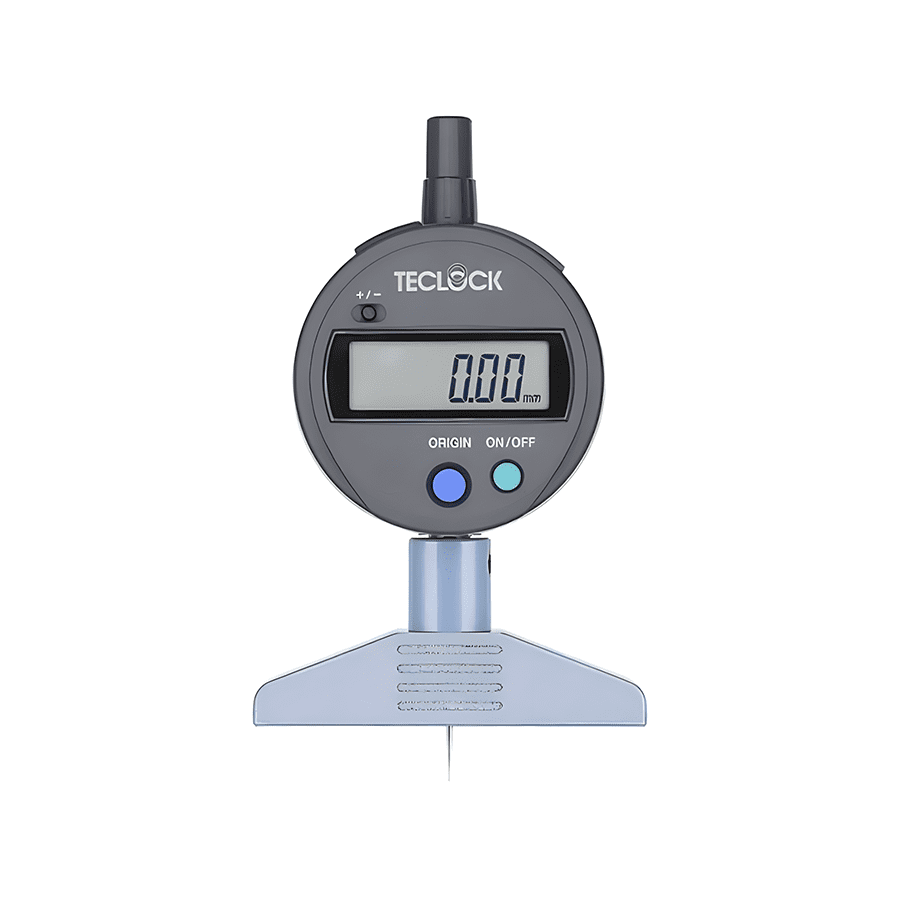
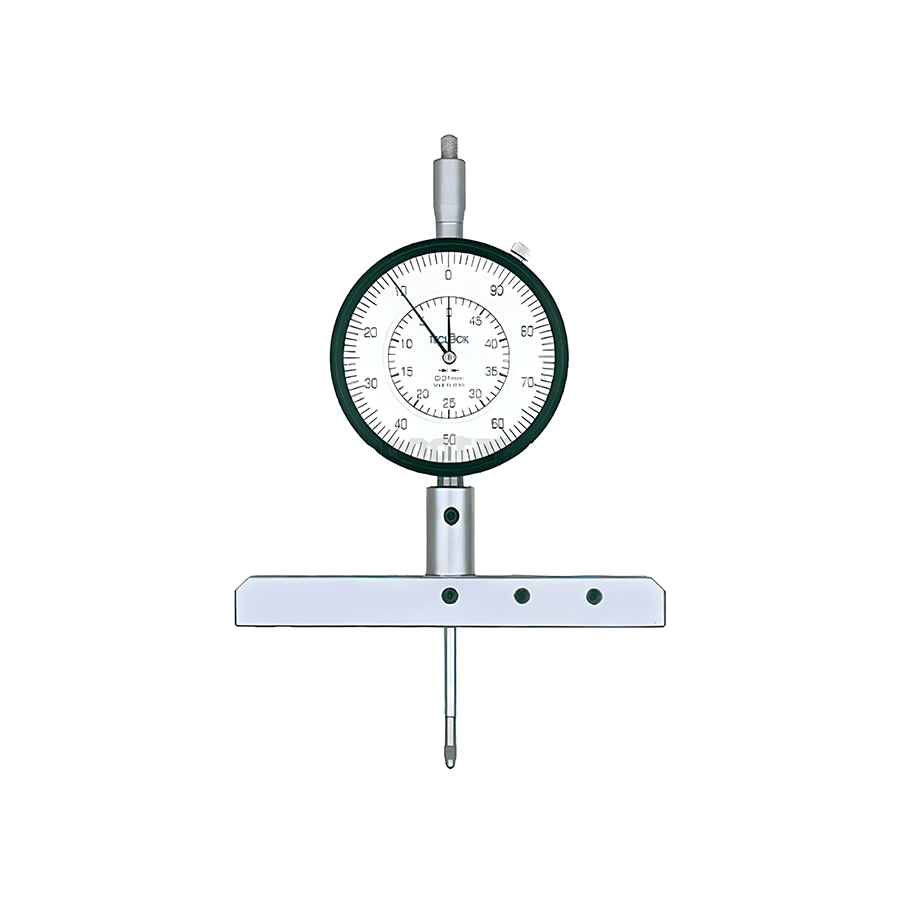
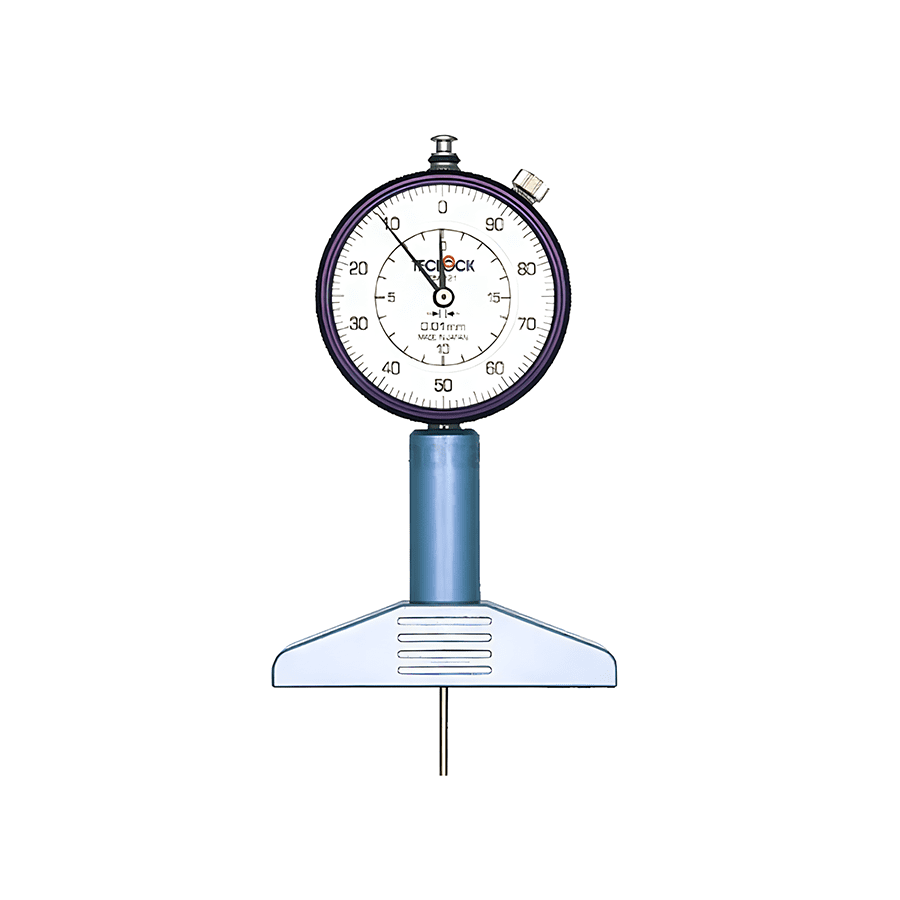
Đồng hồ đo độ sâu điện tử Teclock DMD-211S2

Teclock DMD-211S2 là mẫu đồng hồ đo độ sâu điện tử nổi bật với khả năng hiển thị số trực tiếp, giúp người dùng đọc kết quả nhanh và hạn chế sai số quan sát. Thiết bị có độ phân giải cao (thường 0,01 mm), hành trình đo ổn định và phản hồi mượt, phù hợp kiểm tra chiều sâu lỗ, rãnh và bậc chi tiết yêu cầu dung sai chặt trong gia công chính xác hoặc kiểm soát chất lượng.
Thiết kế đế đo phẳng rộng kết hợp thân thước chắc chắn giúp dụng cụ đặt vững trên bề mặt chuẩn, đảm bảo độ lặp lại cao khi đo nhiều lần. Màn hình số rõ nét, thao tác zero nhanh và chuyển đổi đơn vị thuận tiện giúp DMD-211S2 đặc biệt phù hợp cho môi trường sản xuất hiện đại, nơi tốc độ và độ tin cậy phép đo được đặt lên hàng đầu.
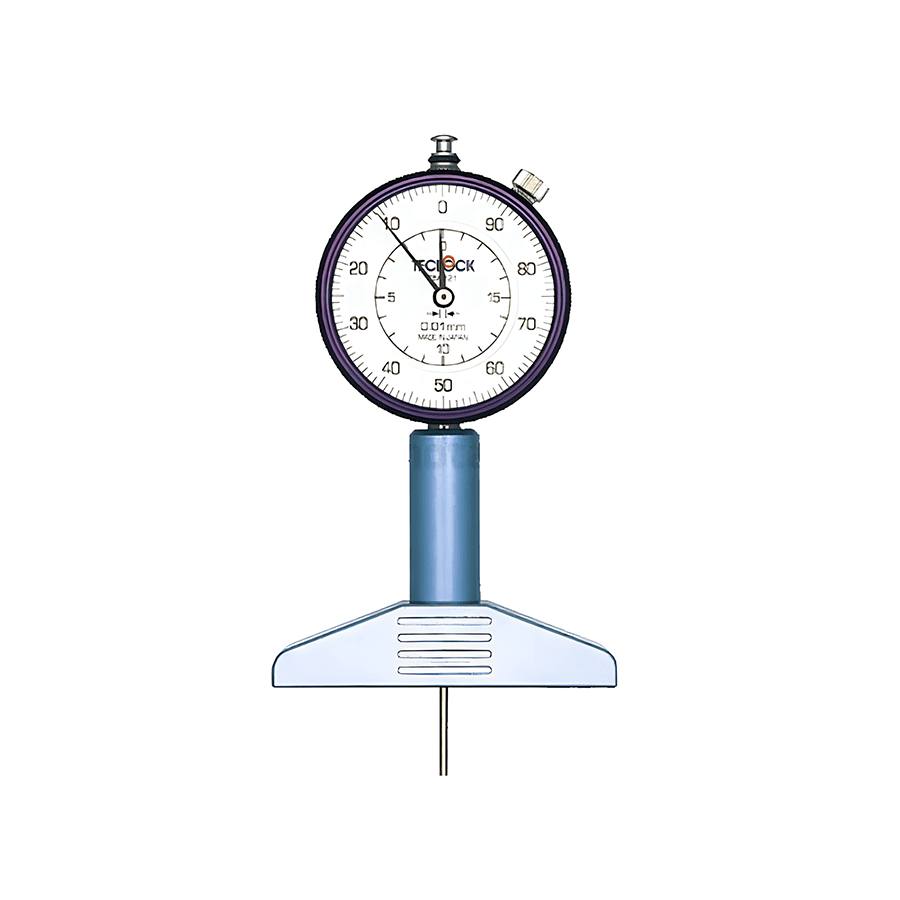
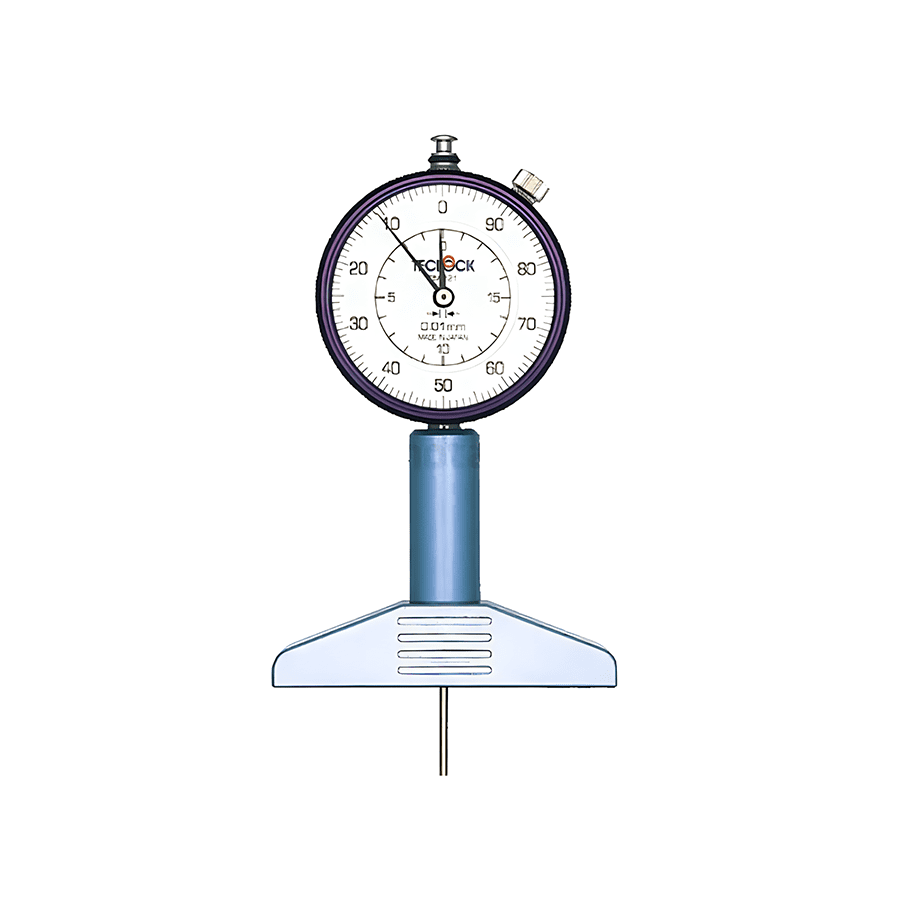
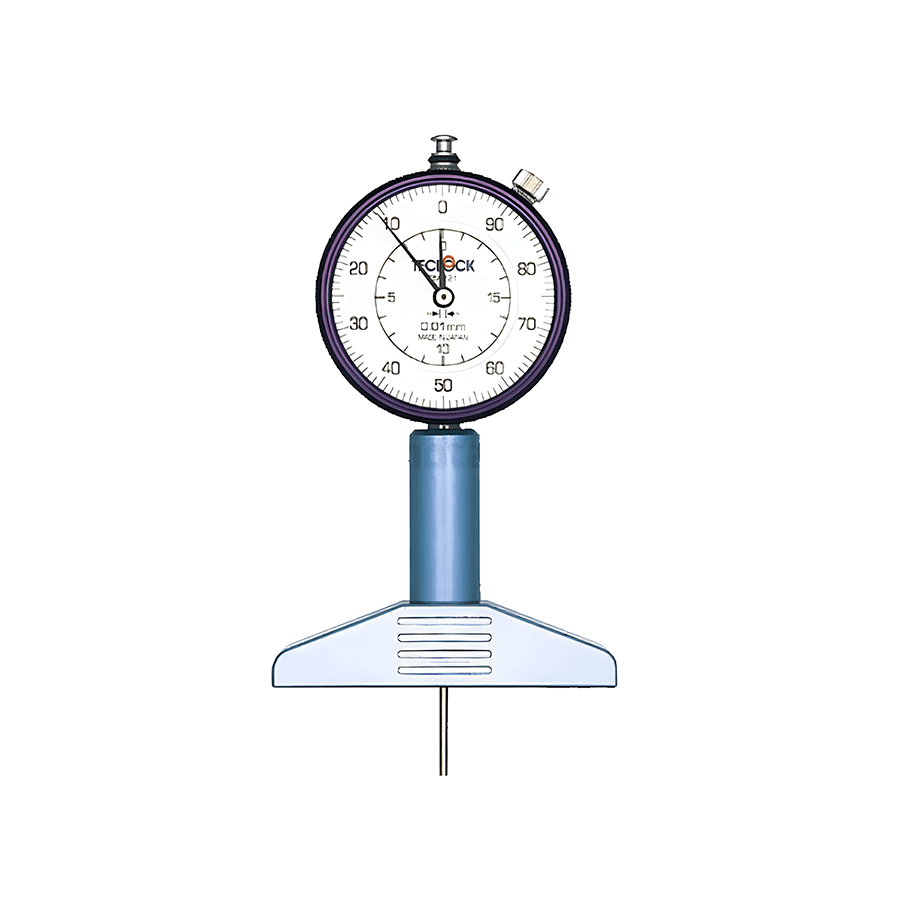
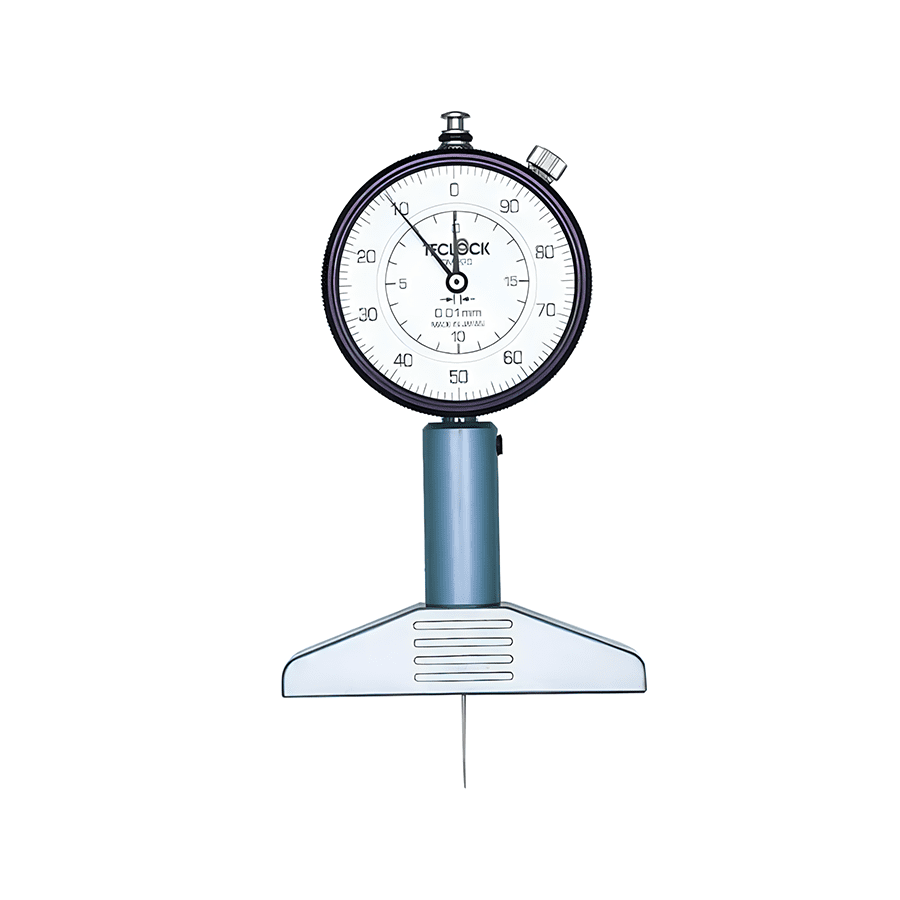
Đồng hồ đo độ sâu kiểu cơ Teclock DM-223
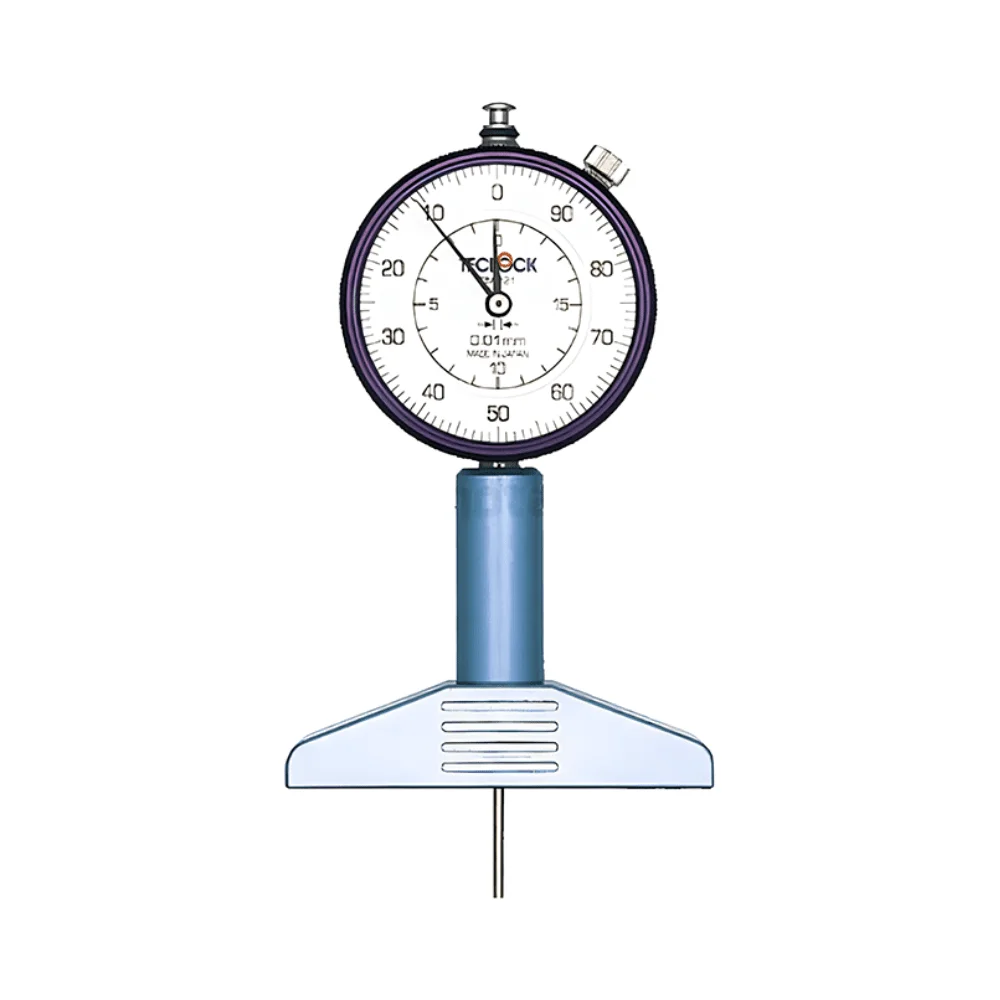
DM-223 đại diện cho dòng đồng hồ đo độ sâu cơ khí truyền thống của Teclock – bền bỉ, ổn định và không phụ thuộc nguồn điện. Thiết bị sử dụng cơ cấu đồng hồ kim chính xác cao, lực đo ổn định và thang chia rõ ràng, cho phép kiểm tra chiều sâu lỗ và rãnh với độ tin cậy lâu dài trong môi trường xưởng cơ khí nhiều dầu và bụi.
Với kết cấu cơ khí chắc chắn và đế đo phẳng cứng, DM-223 đảm bảo tiếp xúc ổn định trên bề mặt chi tiết, hạn chế sai số do rung hoặc lệch đặt. Đây là lựa chọn lý tưởng cho kỹ thuật viên cần dụng cụ đo sâu tin cậy, dễ bảo trì và hoạt động ổn định trong điều kiện sản xuất khắc nghiệt, nơi tính bền và sự nhất quán được ưu tiên hơn tính năng điện tử.
Mẹo đo chính xác và ổn định
Để phép đo chiều sâu đạt độ chính xác cao và duy trì tính lặp lại ổn định trong quá trình kiểm tra, người dùng nên chú ý một số thao tác kỹ thuật quan trọng dưới đây:
- Đặt đế đo trên bề mặt chuẩn phẳng và đủ rộng: đế phải tiếp xúc hoàn toàn với mặt chuẩn của chi tiết để giữ trục đo vuông góc. Tránh đặt sát mép lỗ hoặc trên bề mặt có ba via, vì chỉ cần nghiêng nhẹ cũng tạo sai số đáng kể (sai số cosin).
- Hạ đầu đo nhẹ nhàng và đúng phương: đưa thanh đo xuống từ từ đến khi chạm đáy, không ấn mạnh hoặc trượt ngang. Lực đo ổn định giúp đầu đo chạm đúng điểm đáy thật và tránh mài mòn đầu đo theo thời gian.
- Giữ dụng cụ thẳng đứng khi đọc kết quả: sau khi chạm đáy, giữ cố định vị trí vài giây rồi mới đọc số để tránh sai lệch do rung tay hoặc dịch chuyển nhỏ. Với loại điện tử, chờ giá trị ổn định hoàn toàn trên màn hình.
- Đo lặp lại và lấy giá trị trung bình: thực hiện 2–3 lần đo tại cùng vị trí giúp phát hiện sai lệch thao tác và tăng độ tin cậy kết quả. Nếu chênh lệch giữa các lần đo lớn, cần kiểm tra lại cách đặt đế hoặc độ sạch bề mặt.
- Với lỗ sâu hoặc đáy không phẳng: khi đầu đo chạm đáy, xoay nhẹ dụng cụ quanh trục để tìm điểm thấp nhất thực sự. Cách này giúp tránh trường hợp đầu đo chạm vào điểm cao cục bộ do nhám hoặc mạt còn sót lại.
- Giữ sạch bề mặt và đầu đo: trước khi đo nên lau sạch dầu, bụi và mạt kim loại ở cả bề mặt chuẩn và đáy lỗ. Chỉ một lớp bẩn mỏng cũng có thể làm sai lệch kết quả vài phần trăm milimet trong đo chính xác.
Thực hiện đúng các mẹo trên sẽ giúp phép đo chiều sâu ổn định, đáng tin cậy và giảm sai số do thao tác – yếu tố rất quan trọng trong kiểm tra cơ khí chính xác.
Những sai lầm phổ biến khi sử dụng dụng cụ đo chiều sâu và cách khắc phục
Trong thực tế đo kiểm cơ khí, sai số không chỉ đến từ bản thân dụng cụ mà còn xuất phát từ thói quen thao tác chưa chuẩn của người dùng. Những lỗi tưởng chừng nhỏ như đặt lệch đế hay không kiểm tra điểm 0 đều có thể làm sai lệch kết quả đáng kể. Dưới đây là các sai lầm phổ biến và cách khắc phục hiệu quả:
Đặt đế không phẳng trên bề mặt chi tiết
Nhiều người có thói quen đặt đế đo sát mép lỗ hoặc trên bề mặt còn ba via, mạt kim loại. Khi đó đế không tiếp xúc hoàn toàn với mặt chuẩn, khiến trục đo bị nghiêng và phát sinh sai số cosin. Điều nguy hiểm là giá trị đo vẫn ổn định, nên người dùng dễ tin rằng kết quả chính xác dù thực tế đã lệch kích thước.
Cách khắc phục là luôn làm sạch bề mặt chuẩn trước khi đo và chọn vị trí đặt đế đủ rộng, phẳng. Khi đặt dụng cụ, nên quan sát từ nhiều góc để নিশ্চিত đế áp sát hoàn toàn, sau đó giữ lực tỳ nhẹ và đều. Nếu bề mặt hẹp hoặc có bậc, nên dùng loại đế mỏng hoặc đế chuyên dụng phù hợp hình dạng chi tiết.
Ép đầu đo quá mạnh xuống đáy lỗ
Việc ấn mạnh thanh đo xuống đáy lỗ là lỗi thao tác phổ biến khi người dùng muốn “chắc chắn đã chạm đáy”. Lực quá lớn có thể làm thanh đo cong nhẹ hoặc đầu đo trượt sang điểm cao cục bộ, dẫn đến sai số âm (đo nhỏ hơn thực tế). Về lâu dài, thói quen này còn gây mòn đầu đo và giảm độ chính xác của dụng cụ.
Khắc phục bằng cách hạ đầu đo từ từ đến khi vừa chạm đáy và dừng lại ngay. Người dùng nên cảm nhận điểm chạm thay vì dùng lực ép. Với dụng cụ có cơ cấu lực đo chuẩn hoặc bánh cóc, hãy sử dụng đúng cơ chế này để đảm bảo lực tiếp xúc lặp lại ổn định giữa các lần đo.
Không kiểm tra điểm 0 trước khi đo
Sau thời gian sử dụng hoặc va chạm nhẹ, điểm 0 của dụng cụ có thể bị lệch do bụi bẩn hoặc sai vị trí cơ cấu. Nếu không kiểm tra trước khi đo, toàn bộ kết quả sau đó sẽ sai lệch đồng loạt. Đây là lỗi thường gặp khi đo nhanh trong sản xuất, đặc biệt với dụng cụ điện tử.
Cách khắc phục là kiểm tra điểm 0 trước mỗi ca làm việc hoặc trước loạt đo quan trọng. Đóng hoàn toàn thanh đo về vị trí chuẩn và quan sát giá trị hiển thị. Nếu không về 0, cần vệ sinh bề mặt tiếp xúc, kiểm tra cơ cấu và hiệu chỉnh lại theo hướng dẫn của nhà sản xuất trước khi tiếp tục đo.
FAQ – Câu hỏi thường gặp
- Dụng cụ đo chiều sâu cơ và điện tử khác nhau thế nào?
Loại cơ bền, ít phụ thuộc môi trường; loại điện tử đọc nhanh, độ phân giải cao và dễ ghi số liệu.
- Có thể dùng thước cặp để đo chiều sâu không?
Thước cặp có thanh đo sâu nhưng độ ổn định và độ chính xác thấp hơn dụng cụ chuyên dụng, đặc biệt với lỗ sâu hoặc yêu cầu dung sai nhỏ.
- Bao lâu nên hiệu chuẩn dụng cụ đo chiều sâu?
Thông thường 6–12 tháng tùy tần suất sử dụng và yêu cầu chất lượng. Môi trường sản xuất nặng nên kiểm tra thường xuyên hơn.
- Đo lỗ nhỏ sâu nên dùng loại nào?
Nên chọn dụng cụ có thanh đo mảnh hoặc đầu đo nhỏ chuyên dụng để chạm đáy chính xác.
Vì sao nên mua dụng cụ đo chiều sâu tại Thương Tín
Thương Tín là đơn vị cung cấp thiết bị đo lường chính hãng, đầy đủ chứng từ và kiểm định. Sản phẩm đa dạng từ cơ khí đến điện tử, đáp ứng nhu cầu từ xưởng cơ khí đến nhà máy sản xuất chính xác. Đội ngũ kỹ thuật giàu kinh nghiệm hỗ trợ chọn model phù hợp ứng dụng thực tế, giúp khách hàng tránh mua sai dải đo hoặc độ chính xác.
Ngoài chất lượng sản phẩm, Thương Tín còn cung cấp dịch vụ tư vấn kỹ thuật, hiệu chuẩn và hậu mãi rõ ràng. Lựa chọn đúng dụng cụ đo chiều sâu chất lượng tại Thương Tín giúp doanh nghiệp kiểm soát kích thước chính xác, giảm phế phẩm và nâng cao uy tín sản phẩm trên thị trường.






